

 江西T型槽平板加工|沧州沧丰加工定做铸铁地板
江西T型槽平板加工|沧州沧丰加工定做铸铁地板
 内蒙古检验划线平台生产企业/沧丰量具生产加工铸铁平台
内蒙古检验划线平台生产企业/沧丰量具生产加工铸铁平台
 辽宁检验划线平板企业/沧州沧丰工量具厂家加工焊接平台
辽宁检验划线平板企业/沧州沧丰工量具厂家加工焊接平台
 吉林铸铁平台企业|沧丰工量具加工订制T型槽平台
吉林铸铁平台企业|沧丰工量具加工订制T型槽平台
 贵州镁铝合金平尺加工/沧州沧丰工量具生产镁铝合金平尺
贵州镁铝合金平尺加工/沧州沧丰工量具生产镁铝合金平尺
 安徽机床铸件企业/沧州沧丰加工订制机床铸件
安徽机床铸件企业/沧州沧丰加工订制机床铸件
 湖北T型槽平板加工厂家|沧丰工量具厂家定做T型槽平板
湖北T型槽平板加工厂家|沧丰工量具厂家定做T型槽平板
 山东铸铁平板加工厂家/沧州沧丰加工生产铁地板
山东铸铁平板加工厂家/沧州沧丰加工生产铁地板
产品详情
欢迎来到沧州沧丰工量具有限公司!
- 全国服务热线:0317-8383033 13582768159
- 移动版


T型槽平板、镁铝平尺、检验划线平板、划线平板...




产品价格面议
最小起订量:可售数量:


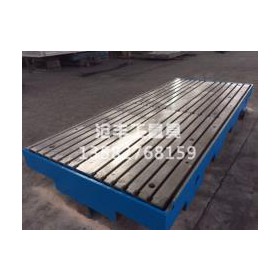
T型槽平台表面处理:工作面机床加工T型槽,也可带螺栓孔。表面采用人工铲刮保证平面精度,非加工面去除型砂,并涂上防锈漆。
T型槽平台样式:加强筋板式。
T型槽平台的安装调试:
在使用时要行安装调试,然后,把单围T型槽平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和单围T型槽平板的工作面有过激的碰撞,防止损坏单围T型槽平板的工作面;工件的重量不可以超过单围T型槽平板的额定载荷,否则会造成工作质量降低,还有可能损坏单围T型槽平板的结构,甚至会造成单围T型槽平板变形,使之损坏,无法使用。一般单围T型槽平板的使用寿命很长,只要采用正确的方法使用和保放,单围T型槽平板工作面的精度可以保持使用2年以上,单围T型槽平板精度降低时可以通过调试或刮研工艺恢复,单围T型槽平板本身的使用寿命可以达到50-100年,所以,在使用单围T型槽平板的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
T型槽平台的技术要求:
1、T型槽平台工作面不得有影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
2、T型槽平台的表面应型砂且平整,涂漆牢固。
3、精度等级为0级-3级的T型槽平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、T型槽平台应采用细密的灰口铸铁或合金等材料,其工作面硬度应达到170-220HB。
5、T型槽平台工作面通常应采用刮削工艺。对采用刮削加工的3级T型槽平台工作面,其表面粗糙度Ra的允许值为5μm。
6、采用刮削工艺应进行涂色对研检验。对研后显示的接触点的比率的规定:或者按25mm×25mm正方形的接触点数的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
T型槽平台的注意事项:
T型槽平台的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,划线平台工作面的缺陷是不可以忽视的重要部位,划线平台主要的缺陷包括:气孔、沙孔、夹沙、缩松等,单围T型槽平台使用寿命和缺陷修复有密切的关系。
 T型槽平台的自身特点与细节要求
T型槽平台的自身特点与细节要求
其一、T型槽平台的自身特点
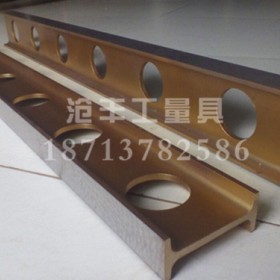
T型槽平板运用度铸铁HT200-300作业面硬度为HB170-240,通过两次人工处理(人工退火600度-700度和天然时效2-3年),T型槽平板的作业面选用刮削工艺,T型槽平板作业面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定动力机械设备。划线平台运用该产品的精度安稳,耐磨性能好。
T型槽平板作业面加工有T型槽,要用来固定工件,是钳工工人用来调试设备,安装设备,修理设备的根底作业平面。T型槽平板的特色:T型槽平板作业面不得有严重影响外观和运用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺点。T型槽平板的外表应型砂且平坦,涂漆结实。
精度等级为0级-3级的T型槽平板作业面上,直径小于15mm的砂孔答应用相同资料阻塞,其硬度应小于周围资料的硬度。作业面阻塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。T型槽平板应选用细密的灰口铸铁或合金等资料,其作业面硬度应到达170-220HB。
T型槽平板作业面一般应选用刮削工艺。对选用刮削加工的3级T型槽平板作业面,其外表粗糙度Ra的大答应值为5μm。选用刮削工艺应进行涂色对研查验。对研后显现的触摸点的比率见的规则。
或许按25mm×25mm正方形的触摸点数见的规则,且恣意25mm×25mm中的触摸点数之间应不大于5点。T型槽焊接平板长处:T型槽焊接平板运用寿命长。T型槽焊接平板运用磨损后,能够从头修刮康复其精度。
其二、铸铁焊接平台机械加工细节要求
划线平板是用于工件检测或划线的平面基准器具。焊接平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷铸铁焊接平台经过两次人工退火,去应力退火又称低温退火。这种退火次要用来消弭铸件,锻件,焊接件,热轧件,冷拉件等的残剩应力。
对铸铁焊接平台的加工细节要求:
1.铸铁焊接平台的装夹:薄铸铁通常采用撑板直接在工作台上进行装夹。它所产生的夹紧力有利于对薄铸铁的装夹。
2.为了为薄焊接平台装夹的可靠性和稳定性,预先将铸铁焊接的两个侧面加工好。否则,撑板与铸铁焊接的侧面就不能很好的接触,会使铸铁焊接受力不均而变形。
3.装夹时,使铸铁焊接平台的基准面同工作台面或平垫铁贴紧。不能用手捶使劲敲打铸铁焊接,因为薄铸铁焊接刚性差,易变形、断裂,并且还有弹性,所以越敲打,铸铁越与定位表面不紧和夹不紧。如果铸铁焊接下面的缝隙是由于铸铁焊接底面不平而产生的,则应该用铁皮垫实。
4.此外,在装夹铸铁焊接时夹紧力不能太大,否则会引起铸铁焊接中间凸起,待加工后松开工铸铁焊接,因弹性变形使焊接中间成凹形。
5.切削用量:刨薄铸铁焊接时,切削力要小,夹紧力也要小,那就应采用较小的切削(约取0.3——0.5mm以下)和进给量(约取0.1——0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。
沧州沧丰工量具有限(http://www.cangfenglj.com)主要产品有铁地板、三坐标测量平台、焊接平板、刮研平台、机床机械铸件,花岗石平台及量具等以及刀口尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械,,汽车,高铁,风电,电机,发动机业等等。