生产耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢...
产品价格29.00元/公斤
最小起订量:15 公斤可售数量:90000 公斤
所在地区:江苏/苏州市
会员级别:普通会员
企业类型:个体经营 (制造商)
已 缴 纳:¥0.00 元保证金
我的勋章: [诚信档案]
在线客服:
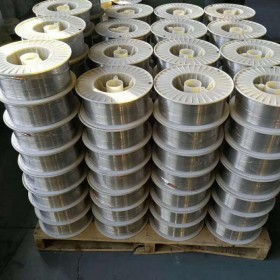
特高硬度碳化钨耐磨药芯焊丝二保焊
特质耐磨药芯焊丝用途: 高硬度 抗冲击 无裂纹 超耐磨
用于易损各种重工机械零部件的预防磨损堆焊或磨损后的修复堆焊。
堆焊层硬度:60-70
参考电流 (DC+)
φ1.2 150-300A 16-33V
φ1.6 180-350A 19-37V
注意事项
1. 焊前对焊件清除铁锈、油污、水分等杂质。
2. 焊接时,气体流量一般在20~25L/min。
3. 芯焊丝焊接时,杆伸长度应为15~25mm。
4. 在堆焊大型工件前应适当预热至300℃左右。
5. 焊丝库房的湿度应保持在小于60% 。
电话咨询
在线客服
微信客服
回到顶部
 供应YD258(Q)高硬度耐磨药芯焊丝
供应YD258(Q)高硬度耐磨药芯焊丝
 厂家D999旋耕机刀耐磨堆焊电焊条
厂家D999旋耕机刀耐磨堆焊电焊条



 D307 337模具堆焊耐磨焊条模具钢修补
D307 337模具堆焊耐磨焊条模具钢修补
 TYD296钢轨对接耐磨药芯焊丝TYD360
TYD296钢轨对接耐磨药芯焊丝TYD360
 厂家高锰钢轨堆焊焊丝TYD286
厂家高锰钢轨堆焊焊丝TYD286
 厂家 TYD360钢轨对接耐磨药芯焊丝
厂家 TYD360钢轨对接耐磨药芯焊丝
 TYD286 TYD296高锰钢轨堆焊焊丝
TYD286 TYD296高锰钢轨堆焊焊丝
 D212/D256高硬度破碎机高合金堆焊药芯耐磨焊丝
D212/D256高硬度破碎机高合金堆焊药芯耐磨焊丝
 供应采煤机截齿堆焊焊丝HD-Cr605
供应采煤机截齿堆焊焊丝HD-Cr605