 上海床身铸件厂家_沧州沧丰大型铸件
上海床身铸件厂家_沧州沧丰大型铸件
 山西铁地板生产厂家|沧丰工量具厂家供应T型槽划线平台
山西铁地板生产厂家|沧丰工量具厂家供应T型槽划线平台
 山西铁地板企业|沧丰量具厂家直营T型槽平台
山西铁地板企业|沧丰量具厂家直营T型槽平台


 重庆大型机床铸件定制|沧丰工量具定做机床底座
重庆大型机床铸件定制|沧丰工量具定做机床底座
 江苏检验平台企业|沧州沧丰生产加工T型槽平板
江苏检验平台企业|沧州沧丰生产加工T型槽平板
 上海镁铝合金平尺厂家|沧州沧丰生产镁铝合金平尺
上海镁铝合金平尺厂家|沧州沧丰生产镁铝合金平尺
 贵州大型铸件定制|沧州沧丰量具定做机床床身
贵州大型铸件定制|沧州沧丰量具定做机床床身
 贵州镁铝合金平尺生产~沧州沧丰工量具厂家订做刀口尺
贵州镁铝合金平尺生产~沧州沧丰工量具厂家订做刀口尺
产品详情
欢迎来到沧州沧丰 工量具有限公司!
- 全国服务热线:13582768159
- 移动版


检验平台、镁铝刀口尺、机床铸件、装配平板、...




产品价格面议
最小起订量:可售数量:


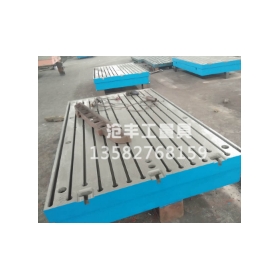
机床床身铸件属于大型铸件,普通采用树脂砂、消逝模实型锻造。机床床身铸件选用细腻的灰口铸铁HT200-HT300,高的抗拉抗弯强度,使您购置无后顾之忧。热处置工艺,使机床铸件应力变形削减到小度。运用趋于不变。大型机加工,铣刨镗均可。本厂3.2*16米的龙门刨床全体加工,包管了16米床身全体的直线度和机床的终加工精度。
机床床身铸件的优势是:1、均采用树脂砂、消逝模实型锻造,单件到达40以上,年出产量在8500左右。机床床身、工作台、立柱、横梁、龙门顶衔接梁。2、材质均为细腻的灰口铸铁HT200-HT300,高的抗拉抗弯强度,使您购置无后顾之忧。3、热处置工艺,使铸件的应力变形削减到小度。运用趋于不变。
 机床铸件淬火常用的工艺和加工工艺要求
机床铸件淬火常用的工艺和加工工艺要求
{一}、机床铸件淬火常用的工艺
目前机床铸件淬火常用的工艺是声波淬火,淬火层一般为2.5-3mm,淬火硬度分别为HT250材料hr6-50ht300材料hr8-52.淬火时常用的冷却介质是盐水、水和油。盐水淬火的工件可以简单地获得高硬度和光亮的外观,但容易使工件严重变形甚至开裂。但是,使用油作为淬火介质只适用于淬火某些合金钢或过冷奥氏体稳定性大的小型碳钢工件。
回火的意图有以下几个方面:
1、降低脆性,减少内应力。钢件淬火后,内应力大,脆性大。如果不及时回火,钢件会变形甚至开裂。
2、获得工件所需的机械功能。淬火后,工件硬度高,脆性大。为了满足各种工件不同功能的要求,可以通过适当的回火来调节硬度,以降低脆性,获得所需的公差和塑性。
3、稳定工件尺寸。
4、对于一些退火后不易软化的合金钢,往往在淬火(或正火)后进行高温回火,以适当地收集钢中的碳化物,降低硬度,有利于切削。
{二}、机床铸件的加工工艺要求
1、机床铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以除掉。
2、经过机械加工后的床身铸件,涂漆前须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确定除掉表面的油污和其他污物。
3、底漆刷涂或喷、浸要均匀,底漆在使用前须充分搅拌均匀,稀释至适当的年度再进行涂抹。
4、填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前须充分搅拌均匀。
5、如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂须等上以次刮涂的材料干后再进行。
6、使用过氯乙烯填充床身铸件凹陷后须等其干燥后才能进行打磨,每次打磨后均需要除掉表面的磨浆和粉尘。
7、采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8、经过打磨后,如果有金属外露现象,需要不刷配套的底漆。
9、在后一到腻子打磨清理干净后,需要喷涂过氯乙烯二道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。
沧州沧丰工量具有限(http://www.cangfenglj.com)主要产品有机床铸件、三坐标测量平台、刮研平板、机床机械铸件,花岗石平台及量具等以及镁铝合金平尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械,汽车,高铁,风电,电机,发动机业等等。