

NSE缸体生产线介绍
缸体线的机加工采用了三个加工中心组和两条自动线的组合。三个加工中心组共采用了17台GROBG520双主轴加工中心。多台加工中心组成的平行工序,通过龙门式机械手和上下料机动滚道(带机械手自动输送装置)组成一个高度自动化的加工单元,以满足生产节拍的要求。加工中心组之间加工任务的分配,由主控柜和每台加工中心的SIMENS840D系统通过Profibus总线连接,实现各加工中心之间的自动化控制。该条生产线的工艺规划的产能为25万台/年。

缸孔珩磨的介绍
珩磨是利用安装于珩磨头圆周上的油石,由涨开机构以一定的压力将其径向涨开,与工件孔壁产生面接触。通过珩磨头的旋转和往复运动,实现对孔的精加工。在普通珩磨后,我们厂的缸孔精加工采用了平台珩技术,“磨去波峰,形成平台”是平台珩的特点,虽然加工量只有2-3微米,但对提升发动机性能有以下作用(见图1):
①提高了活塞环对缸孔内壁的气密性能,提高了功率。
②加大了缸孔的支撑度,缩短了缸孔的磨合时间。
③改善了活塞环在缸孔内作往复运动时的润滑条件。
④减小了机油的散失,进而降低了机油消耗。
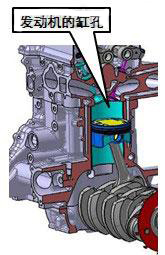
图1发动机的缸孔
如何降低缸孔珩磨工废率
在2012年2月-4月期间,缸体生产线的工废率一直高居不下,平均达0.95%,超过0.9%的工废指标。我们对缸体生产线的不合格问题进行了排列图统计,发现缸孔珩磨占总不合格品数的比例为39.3%,排列*位。所以我们选定“降低缸孔珩磨工废率”作为QC小组的攻关课题。
缸孔珩磨的工废类型主要有退刀痕、横纹、直径超差等。在2012年2月-4月期间,缸孔珩磨的平均工废率达0.027%,而其中的退刀痕的比例高达69.6%。所以我们得出结论:如果解决了退刀痕问题就可以大幅降低缸孔珩磨工废率。
珩磨后缸孔表面有竖直状的内凹的条纹(见图2),用粗糙度仪检测的结果是:粗糙度值满足不了工艺要求,特别是Mr1和Mr2的测量值(Mr1:轮廓支承长度率,其数值直接反应了缸孔的加工水平和使用寿命;Mr2:轮廓支承长度率,其数值决定了缸孔工作表面的贮油和润滑能力)。
图2缸孔珩磨的退刀痕
我们zui终把缸孔珩磨工废率的质量目标设定为0.09%。
通过头脑风暴法,我们对缸孔珩磨的退刀痕进行了讨论,绘制了因果分析的鱼刺图(见图3),共列出8条末端因素。

图3因果分析鱼刺图
针对上述末端因素,我们制定了要因确认计划表,确认过程如下:
末端因素一(油石面粘有铁屑)的确认过程:我们仔细检查了珩磨头上的所有油石:油石表面无铁屑积聚。结论是非要因。
末端因素二(收缩弹簧失效)的确认过程:我们用新弹簧更换了旧弹簧(见图4),连续加工1100台工件,有3台退刀痕工废,工废率为0.27%。结论是非要因。
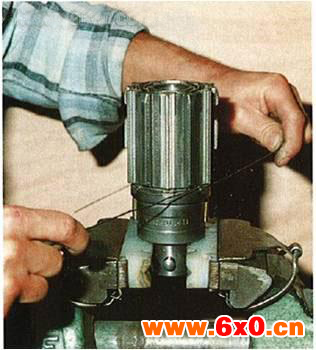
图4更换弹簧
末端因素三(涨芯和油石座有污垢)的确认过程:拆开珩磨头后我们发现涨芯和油石座的表面附着了一些颗粒状污垢(见图5),清洗和组装后,连续加工1100台工件,只出现1台退刀痕工废,工废率为0.09%。结论是要因。

图5检测珩磨头
末端因素四(油石回缩量不够)的确认过程:我们把油石的回缩位置由-100um调整到-500um后,连续加工1100台工件,有2台退刀痕工废,工废率为0.18%。结论是非要因。
末端因素五(过滤精度差)的确认过程:我们检查了现场使用的过滤纸的出厂规格:过滤精度为24um。符合工艺要求(过滤纸精度:18-25um)。结论是非要因。
末端因素六(珩磨液性能超标)的确认过程:我们检查了近一个月的《动力总成化学品分析报告》,缸体线OP110的珩磨液的浓度和酸碱度均符合工艺要求(浓度为:6%-8%;PH值为:8.3-9.8)。结论是非要因。
末端因素七(珩磨压力大)的确认过程:我们查看了机床的压力监控表:平台珩的切削压力和光整压力分别为9bar和3.4bar。均满足工艺要求(切削压力:9±0.5bar;光整压力:3.5±0.5bar)。结论是要因。
末端因素八(进给油压撤除滞后)的确认过程:我们将平台珩的光整时间由1秒调整为0秒,理论上提前1秒撤除进给油压。我们连续加工1100台工件,工废率为0。结论是要因。
全体成员zui终确认:涨芯和油石座有污垢、进给油压撤除滞后是导致缸孔珩磨退刀痕的两个主要原因。针对这些要因,我们通过研究制定了相应的对策表。
我们采取了两种对策来降低缸孔珩磨工废率:
对策实施一:
NSE缸体线已经投产3年,长期的使用导致珩磨头的油石座和涨芯的表面附着了一些颗粒状的污垢,这些污垢提高了油石座和涨芯之间的摩擦系数,摩擦力的增大容易造成油石在缩刀过程中的卡滞。我们将所有的珩磨头进行分解、清洗和重新组装,达到了清除油石座和涨芯的表面污垢的目的。
对策实施二:
平台珩采用的是液压涨刀的进刀方式(见图5),控制过程如下(见图6):
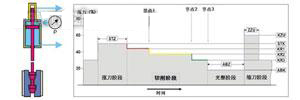
图6液压涨刀机构图图7液压涨缩的过程控制图
珩磨头进入缸孔后,油石涨刀至孔壁(STZ)。我们在切削阶段可以设置多个涨刀压力(KR1、KR2、KR3),分阶段将缸孔加工到工艺尺寸。为了得到较高的加工精度,珩磨头还可以在规定时间内(ABZ)以较低的涨刀压力(ABK)对缸孔进行光整加工。zui后油石快速缩刀(ZZU),完成整个加工过程。我们将光整阶段(ABZ阶段)的设置时间由1秒修改为0秒,使珩磨头上的油石在加工到工艺尺寸后提前1秒缩回,达到提前撤除进给油压的目的。为了验证光整加工对缸孔加工精度的影响,取消光整加工后,我们连续跟踪了50台工件,并对它们的圆度、Mr1、Mr2值进行了SPC分析(见图8),CPK值分别为1.81、1.69和1.46,均大于1.33的工艺要求。
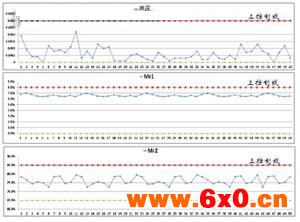
图8SPC分析报告
通过这些对策的实施,我们取得了不错的成绩:首先,是表面加工质量的情况通过上述措施的实施,缸孔表面质量明显改善,退刀痕现象基本消失(见图9)。
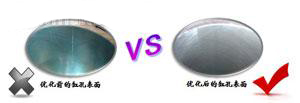
图9对比效果图
其次,我们统计了工废率,发现缸孔珩磨工废率由措施实施前的0.27%(2-4月份的平均值)降至措施实施后的0.07%(6-8月份的平均值)。达到了预期设定的质量目标值。
为了进一步巩固这些成绩,现场工程师编写了《珩磨头清洗作业指导书》,明确了珩磨头的清洗流程和清洗周期(1次/6个月);工艺工程师修改了《缸孔珩磨加工工艺参数》,把平台珩的光整时间修改为零秒。
结束语
通过集体的努力,我们不但大幅度降低了缸孔珩磨工废率,降低了的成本消耗,同时也提高了产品加工的劳动生产率。更难能可贵的是我们通过这次成功的QC活动,积累了丰富的质量管理和加工技术的经验,为日后的工作打下了牢固的基础。
(文章作者:南京汽车集团有限公司胡劲 松李佳)








 QQ交流群
QQ交流群

