

1引言
在科学技术日新月异的当今时代,为满足现代人对商品包装精美化的要求,对包装印刷生产线的位置跟踪的精确度要求越来越高。将各类先进技术以群体综合应用方式应用于包装线上,以谋求实现包装印刷生产线高自动化、高效能已迫在眉捷。而全数字化交-直-交交流变频伺服驱动器MSD0421A控制精度高、响应速度快、抗干扰性强,将它与PLC一起应用于包装线上形成闭环位置控制器有非常重要的意义。它解决了包装印刷上靠人工进行初始定位难,定位误差大,动态调节慢,传动中易错位,套色较困难等许多问题。
2MSD系列全数字式交流伺服系统的特点、操作
我们使用日本松下变频器是数字调速系统,采用了专用的数字信号处理器(DSP芯片),硬件标准化,通用化,是一个多微处理器全数字化的闭环控制系统。系统软件中有操作系统、数据传输、监视、诊断及标准功能模块子程序等。在应用中采用图形编程语言,根据不同的传动系统结构,把系统所需要的模块调出并组接起来,就构成一个专用的传动系统。实际上它一种实时控制系统的可编程控制器,由于用微处理器作为控制系统的核心部件,不仅可以按照各种控制思想及数学模型进行在线地快速计算与控制,而且还有监视、显示、保护、故障自诊断及自复原等功能。
2.1特点
MSD全数字式变频器功能强大,适用于高性能位置控制器,它有38个参数设置,6种控制方式,其中脉冲串位置控制最为独特。因为它使用一定频率的脉冲信号作为代表位置命令的输入信号,在复杂的工作现场中,它比模拟速度输入信号精度高,抗干扰性强。
(1)MSD系列具有各种参数可以用来调节系统的特性和功能,正确设定这些参数,可以使系统获得最好的运动状态。
(2)监视功能,如偏差脉冲数监视、电动机转速监视、电动机转矩监视。
(3)显示CNI/F的输入/输出控制信号状态。
(4)显示故障原因及历史。
(5)MSD系列内部的动态制动可用于紧停。
(6)保护功能,如:过压保护、过流保护、过速保护等。
(7)由计算机对MSD进行监视和操作。通过RS232C串行接口,可将计算机与MSD相连,并且由计算机对MSD进行控制和操作,用户可以通过计算机对所连的MSD进行参数设置和修改,也可以通过计算机的CRT来监视MSD的工作情况。
2.2脉冲串位置控制误差的操作
(1)试运行时电机轴上不加负载,由于电机加减速有冲突,必须固定电机。
(2)如果用带制动器的电机则先释放制动器。
(3)在没有加主电源前,先加DC12~24V电压。
(4)加主电源到驱动器。
(5)当SERVO-ON时,电机就处于待运行状态。
(6)在位置控制方式时,使偏差计数器零信号CL释放,使脉冲指令禁止信号INH释放,电机就处于SERVO-LOCK状态。
(7)置参数NO.02为零,此方式是位置(脉冲串)控制方式。
(8)设置参数NO.29为参数值,电机转速正比于输入脉冲频率f×P25/P26×P27=2500×4×n/60。
3包装印刷自动套色原理
套印出现误差有诸多原因,例如导辊和压辊的平行度转动不灵活,运动平衡不良,张力的波动,印料厚薄不均,印料热变形及印版辊的直径误差等,这种套印偏差在性质上是连续变化的,而偏差量也不是定量[4》。所以必须不断地监视套印误差并及时加以修正,人工套色时通常由印刷工肉眼观察套印误差,凭经验手动调节修正辊的移动来补偿套印误差,因而大大限制了印刷速度及套色精度,而采用自动套色系统则可以提高印刷速度和套色精度。
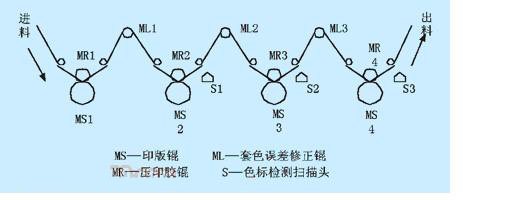
图1凹版印刷机印刷流程图
图1为凹版印刷机生产线的印刷过程简图(仅画出前面4个印刷单元)。印刷机由开卷机运行依次经过各印刷单元,进行各色的印刷和烘干,由收卷机进行收卷。每色印刷都会在印料的边缘印上以供套色用的色标,每个相邻颜色的标志线在套印精确时应相互平行,垂直(纵向)相距20mm。图1中,光电扫描头S1检测由1单元和2单元印出的色标。如果相邻两色标间隙不等于20mm,则说明套印出现了偏差,偏差经微处理器进行运算,输出控制信号以驱动执行机构,使相应的套色修正辊ML上下移动来延长或缩短印料上一单元印刷版辊到该单元印刷版辊的行程来动态修正。各单元印刷套色以前一单元印出的色标为基础。
4套色自动化系统简介与方案设计
本系统由一台PC机,S7-200CPU214/EDC可编程控制器,MSD变频伺服系统组成控制核心,其结构如图2所示。
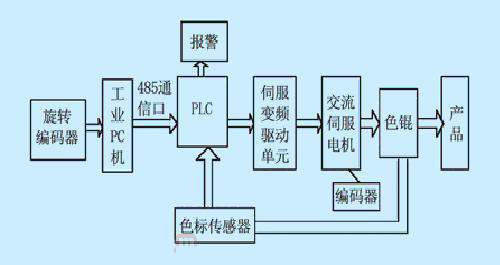
图2控制系统硬件结构图
控制原理:整个传动系统由最初轴头安装一台旋转编码器,随着传动系统的运转,编码器产生连续的脉冲信号,即每转一周发出n个脉冲,根据辊子周长可换算出20mm相当于多少个脉冲,此脉冲信号作为输入给定信号,通过PLC的I0.6口送到高速计数器HSC1中。每个色辊上装一台色标传感器,它可以检测到印品边缘上的色标,然后把检测到的印品上的色标信号转化为电脉冲信号,通过联接到PLC的输入端I1.0反馈到高速计数器HSC1的Reset中,PC机与PLC通过RS-485接口进行异步串行通信,PC机从PLC中读取这些数据和状态信号,由软件进行比较分析、运算、逻辑判断后,向PLC发出控制指令和数据,对执行机构输出控制量,调节色辊的相对位置,消除印刷错位。
在整套印刷中,一般采用改变印版滚角的转动角度以达到调整印刷位置的目的,其闭环控制如图3所示。
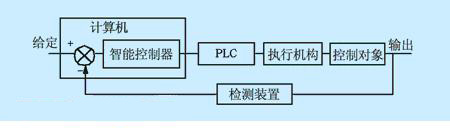
图3控制原理图
图3中检测装置为色标传感器,它把检测到的色标信号转化为电脉冲送到PLC中,执行机构是交流伺服系统,它由PLC直接驱动,不需要任何外围电路。PLC把检测到的信号与存贮器预先测定好的标准值相比较得到偏差值,然后按运算规律根据脉冲偏差数算出该发出多少个脉冲。
5软件设计
本系统的软件包括主程序、初始化对零程序、计数子程序、集成脉冲输出子程序。
5.1初初始化对零处理
如图4所示,初始化对零程序的任务是使系统一合电源,包装印刷机就自动地对某个给定值进行跟踪而减少错位。当编码器的回0脉冲一到就起动高速计数器,PLC一旦检测到色标信号就立即读取计数值送入存贮器中。
图4初始化对零程序
5.2计数子程序
首先把高速计数器HSC1的控制字节SMB47置为16#FC,其含义为:正方向计数,可更新预置值(PV),可更新当前值(CV),激活HSC1。
然后,用指令HDEF把高速计数器HSC1置成工作模式1,即只有复位没有起始输入,也没有方向选择。当前值SMD48复位为0,预置值SMD52置成FFFF(16进制)。当色标传感器的色标脉冲信号输入到PLC的I1.0就引起中断,读取计数器当前值。用指令HSC1启动高速计数器。
5.3集成脉冲输出子程序
CPU214/DC有两个脉冲输出,可以用来控制交流驱动器的脉冲,接线图如上述程序流程图如图5所示。
图5程序框图
(1)起动电机的三个条件
(a)按“START”(起动)按钮,在输入端I1.0产生脉冲上升沿(从0到1)
(b)无联锁,即联锁标志M0.2=0
(c)电机处于停止状态,即操作标志M0.1=0
如果同时具备上述3个条件,则将M0.1置位,控制时执行PLSO指令,在输出端Q0.0输出脉冲,其他必须预先具备的条件,已经在首先扫描(SM0.1=1)设置,主要是脉冲输出功能的基本数据,例如时基、周期和脉冲数。
(2)停止电机:停止电机的两个条件
(a)按“STOP”(停止)按钮,在输入端I1.1产生脉冲上升沿(从0到1)
(b)电机处于运转状态,即操作标志M0.1=1
如果同时具备上述2个条件,则将标志M0.1复位,并中断输出端Q0.0的脉冲输出。
(3)联锁
为保护人员和设备的安全,在按“STOP”按钮(I1.1)之后,必须规定驱动器联锁,将联锁标志M0.2置位,立即关断驱动器,只有在M0.2复位后,才能重新起动电机。当“STOP”按钮松开后,为防止电机的意外起动,只有在“START”按钮和“STOP”按钮(I1.1)都松开后,才能将M0.2复位,如要再次起动电机,则必须再发出一个起动信号。
5.4主程序
当系统投入工作时,主程序的任务就是根据PLC把随机读到的计数值与标准值相比较,而得到的偏差值,调节电机正转或反转。程序流程图如图6所示。
图6主程序图
6结束语
在包装印刷系统中我国与国外先进水平存在明显差距,国内大多数先进生产线都采用进口设备。我们采用了全数字式变频器驱动交流伺服电机作为校正装置。由于它采用的是脉冲串位置控制方式,它可以利用PLC高速计数器与集成脉冲输出功能。通过实验检测,该套装置控制精度高,动态响应快。








 QQ交流群
QQ交流群

