

丹佛斯MCO305运动控制器的电子凸*能在色标定长横切机上的应用
The Application of Danfoss MCO305 Motion Controller E-CAM Function in Mark fixed Length Across Cutting Machine
摘要:丹佛斯FC300高性能驱动器加上新一代MCO305高速运动专用控制器,能实现高精度高响应速度的电子凸轮同步控制功能,可以应用于纸箱或纸袋机的色标定长横切上。电机可以选用异步或同步伺服电机。支持各种各样的电机反馈装置,从增量编码器、位置编码器一直到旋转变压器。本文就丹佛斯MCO305电子凸*能在色标定长飞剪上的应用加以详细论述。
关键词:电子凸轮 色标定长飞剪
Abstract: Danfoss FC300 series high performance servo driver has E-CAM synchronous control function with new generation MCO305 high speed motion control option card. It can be used in mark fixed length across cutting machine needed in bagging or paper box industry. The motor can either be asynchronous motor or synchronous motor. It support all kinds of motor feedback devices, from incremental encoder, absolute encoder to resolver. The thesis describe the application of MCO305 E-CAM function used in mark fixed across cutting machine in detail.
Keywords: E-CAM Mark Fixed Length Cut
引言:定长或色标定长纸箱、纸袋横切机是纸袋机和瓦楞纸箱机的关键设备。随着生产速度和精度要求的提高,对驱动器和控制器的性能和响应要求也越来越高。以前的解决方案一般使用专用的运动控制器和伺服驱动器。丹佛斯公司的FC302伺服驱动器结合MCO305运动控制卡提供的电子凸轮色标同步功能,为这个行业提供了一种一体化的易用的解决方案,用户只需要设置几个简单的参数,就能实现任意切割长度、任意切割位置的实际生产需求,操作和调试也非常简便。
一、 MCO305运动控制器功能简介
MCO305硬件I/O端口配置:
- 两个编码器接口
支持增量编码器,单圈或多圈SSI位置编码器,Hiperface接口编码器。
- 10个数字量输入
- 8个数字量输出
- 1个RS485通讯口
- 1个CANOpen通讯口
- 另外还可以利用变频器本体的全部资源。
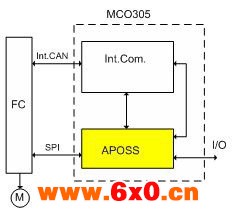
MCO305与变频器的通讯结构:
| |

|
|
系统内部有两条通讯总线,一条是SPI总线,速度较高,专门用于传递编码器信号和变频器速度给点指令;另一条是CAN总线,处理相对来说响应要求不高的数据和指令。
二、 MCO305运动控制器电子凸*能
MCO305的电子凸轮同步功能允许用户按预先定义好的从轴-主轴位置关系曲线(电子凸轮曲线),控制从轴运行。电子凸轮同步还可以在附带色标修正信号的情况下执行,这在纸袋机中是必须的,因为要求切刀切割点正好在色标上。
丹佛斯的编程软件Aposs内含电子凸轮曲线编辑工具,用户首先填表定义电子凸轮曲线的固定点,然后编译器借助样条曲线差补从固定点计算曲线。编译器计算时根据转矩zui小原理进行了优化。为了防止在重复的曲线周期下发生速度跳变,开始和结束时的速度是相等的。
差补曲线有3次曲线、5次曲线、切线和梯形共4种,电子凸轮切割时要求切刀速度与主机线速度同步,同步区的电子凸轮差补曲线要定义为切线,这样从机与主机的速比就能维持为常数保持不变。
电子凸轮曲线轮廓在MCO305内部是以数组方式保存的,用户可以用DIM指令和SETCURVE命令调用数组。电子凸轮同步时,用户可以在线修改电子凸轮曲线。新的电子凸轮曲线将在下一个凸轮周期开始时自动被调用,用户不需要操心电子凸轮曲线切换的问题。
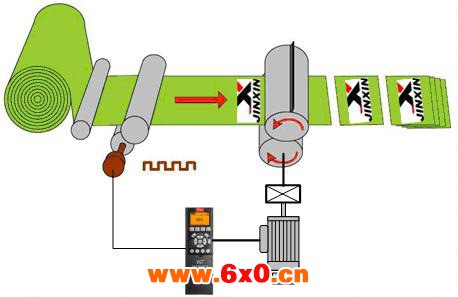
三、 色标定长切割的工艺要求:
| 定长切割的工艺图 |
色标定长切割的工艺要求:
- 横切刀连续运转,横切刀每旋转一周,被切割材料正好走过一个定长长度;
- 切割时有同步区,材料线速度与切刀线速度相同;
- 切断点正好在色标点。
色标定长切割的应用中引入电子凸轮同步控制的主要目的是为了以zui小的加减速转矩实现高速定长切割的工艺要求。切刀周长、裁切长度和同步区宽度将决定电子凸轮曲线的形状。
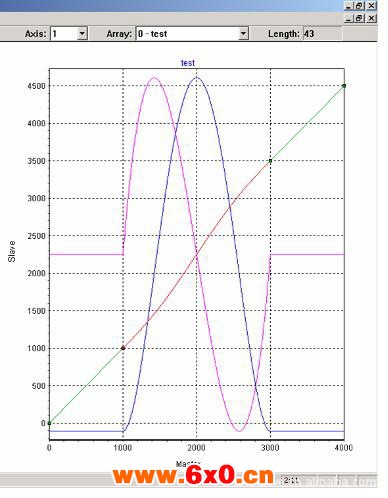
| 定长500毫米的电子凸轮曲线 |
| 定长1200毫米的电子凸轮曲线 |


上图为不同定长时对应的典型电子凸轮曲线例。其中蓝色曲线就是电子凸轮的位置曲线,红色曲线是速度曲线,中间绿色线段为同步区域。同步区的速比是恒定不变的,可以看到,当定长较短时,非同步区的速比要提高;当定长较长时,非同步区的速比要减小,以保证切刀旋转周期与主轴定长输送周期一致。
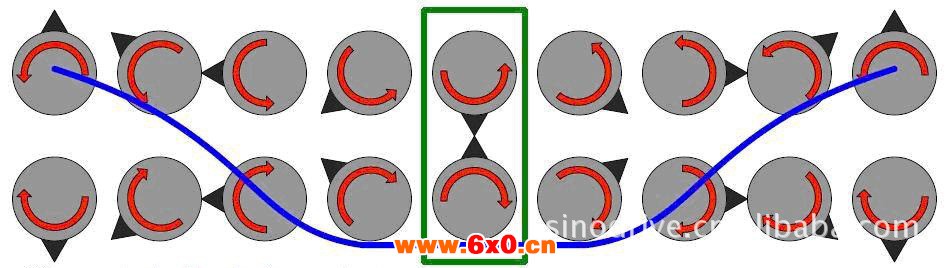
四、 MCO305色标电子凸轮同步在色标定长切割上的应用:
| 从轴:滚刀 |
| 主轴:测速辊 |
| 电子凸轮色标定长飞剪的系统构成 |
- 主轴(测速辊)用户单位参数设置:
令主轴用户单位MU为0.001毫米。
如果主轴测速辊直径为80毫米,主轴编码器分辨率为2048 PPR,则每0.001毫米对应的QC(4倍频脉冲数)为:
变频器参数P33-10 :参数P33-11 要等于主轴用户单位系数。
- 从轴(滚刀)用户单位参数设置:
令从轴用户单位UU为0.01°。
如果滚动减速机的齿轮比为63:26,滚刀驱动电机的反馈编码器分辨率为2500 PPR,则每0.01°对应的QC(4倍频脉冲数)为:
变频器参数P32-12 :参数P32-11 要等于从轴用户单位系数。
| 用户参数设置 | |||
| 参数号 | 参数名称 | 出厂值(代码) | 设定值(代码) |
| 32-11 | 用户单位的分母 | 1 | 52 |
| 32-12 | 用户单位的分子 | 1 | 35 |
| 33-10 | 主轴用户单位的分子 | 1 | 8192 |
| 33-11 | 主轴用户单位的分母 | 1 | 251327 |
- 根据定长,构造电子凸轮曲线:
首先确定主-从轴的同步速比Ksync,如果滚刀直径D为287 mm,
因为,从轴每转 = 36000UU = πD (mm) = π×287×1000 MU
所以, Ksync = = = 0.03992737
其次设定同步区长度,如果令滚刀同步区长度为50°,即5000 UU,则
主轴同步区长度 = = 125227 MU
下面介绍一种zui简单的电子凸轮曲线构造办法 — 4固定点描述电子凸轮同步飞剪曲线法,用上面的基本数据生成4固定点坐标数据表格如下:
| 4固定点电子凸轮曲线描述坐标数据表 | |||
| 点 | 主轴位置(MU) | 从轴位置(UU) | 样条曲线类型 |
| 1 | 0 固定值 | 0 固定值 | 高次曲线 |
| 2 | 437386 = 第3点的值的一半 | 15500 = 第3点的值的一半 | 高次曲线 |
| 3 | 874773 = 定长-主轴同步区长度 | 31000 = 360°- 50° | 切线 |
| 4 | 1000000 = 定长 | 36000 固定值360° | 高次曲线 |
按照此表,只需要知道定长,就算出所以的坐标点,然后调用 SETCURVE命令,MCO305就能自动生成新的电子凸轮同步飞剪曲线。
-
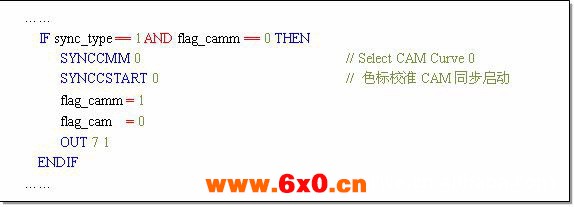
色标电子凸轮同步程序:……
IF sync_type == 1 AND flag_camm == 0 THEN
SYNCCMM 0 // Select CAM Curve 0
SYNCCSTART 0 // 色标校准CAM同步启动
flag_camm = 1
flag_cam = 0
OUT 7 1
ENDIF
……
五、 结束语:
现场实际运行证明MCO305电子凸轮控制加上FC302驱动器加上交流伺服电机,响应速度和切割精度都不亚于以前专用的设备。系统调试较专用设备大为简化,而且设备成本也更低,得到客户的一致好评。
参考文献
[1] FC300 Design Guide. MG33BC02. Danfoss
[2] MCO305 Design Guide. MG33L502. Danfoss
作者简介
夏明:工程师,从事工业驱动控制的应用和研究。:上海市汶水东路918号5号楼一层,:200434,:
本文版权为上海津信变频器有限公司所有,如需转载请注明出处。获取更多帮助和支持,请登陆上海津信变频器有限公司 或 。上海津信变频器专业服务中心7/24,随时与我们。








 QQ交流群
QQ交流群

