

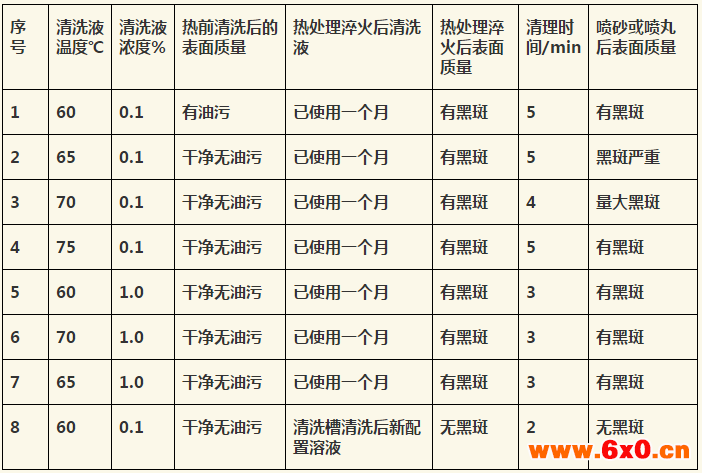
 表1共8组试验结果表明,热处理淬火后的清洗液是螺栓淬火产生黑色斑点的主要原因,热处理淬火后的清洗液使用周期达1个月,会使螺栓表面产生较难以去除的斑点,造成余热发黑发红等缺陷。 用直读光谱仪对螺栓表面黑斑进行成分分析,证实在黑斑处有O、S、和Cl元素的存在,而没有黑斑正常状态下的螺栓观察不到O、S、和Cl元素,这就说明黑斑处是在热处理炉内某一过程表面被氧化所致。尤其是,螺栓从油槽出来进入清洗槽内进行清洗,清洗的目的是洗净螺栓表面沾挂的淬火油,以保证紧固件表面干净无油污。由于清洗槽内自来水更换周期长,并且一直维持在50~70℃,快速淬火油的部分添加剂也是水溶性的,这就导致清洗槽里的水发生系列化学反应变质。 试验所用水基清洗剂,一般其成分如下:阴离子表面活性剂、三元羧酸、有机胺、络合剂、分散剂、助洗剂、稳定剂等,最佳使用温度60~70℃。螺栓清洗最佳工艺效果就是保证;① 使螺栓表面达到一定的清洁度;② 螺栓在装炉前一周内不能生锈。 经化验分析变质的清洗液中存在如下反应: Fe+CI = Fe+CI- Fe+CI-+H2O = FeOH-+H++CI- FeOH-+H+ = Fe2-+H2O 2H2S+2e = H2+2HS- 变质的清洗液清洗能力下降,螺栓表面淬火油清洗不彻底导致回火炉油烟大,危害人体健康。变质的清洗液具有强腐蚀性,残留在螺栓表面的清洗液致使螺栓产生黑斑,表面清理时有时喷砂或喷丸也仍难以去除,影响外观质量和表面处理。
表1共8组试验结果表明,热处理淬火后的清洗液是螺栓淬火产生黑色斑点的主要原因,热处理淬火后的清洗液使用周期达1个月,会使螺栓表面产生较难以去除的斑点,造成余热发黑发红等缺陷。 用直读光谱仪对螺栓表面黑斑进行成分分析,证实在黑斑处有O、S、和Cl元素的存在,而没有黑斑正常状态下的螺栓观察不到O、S、和Cl元素,这就说明黑斑处是在热处理炉内某一过程表面被氧化所致。尤其是,螺栓从油槽出来进入清洗槽内进行清洗,清洗的目的是洗净螺栓表面沾挂的淬火油,以保证紧固件表面干净无油污。由于清洗槽内自来水更换周期长,并且一直维持在50~70℃,快速淬火油的部分添加剂也是水溶性的,这就导致清洗槽里的水发生系列化学反应变质。 试验所用水基清洗剂,一般其成分如下:阴离子表面活性剂、三元羧酸、有机胺、络合剂、分散剂、助洗剂、稳定剂等,最佳使用温度60~70℃。螺栓清洗最佳工艺效果就是保证;① 使螺栓表面达到一定的清洁度;② 螺栓在装炉前一周内不能生锈。 经化验分析变质的清洗液中存在如下反应: Fe+CI = Fe+CI- Fe+CI-+H2O = FeOH-+H++CI- FeOH-+H+ = Fe2-+H2O 2H2S+2e = H2+2HS- 变质的清洗液清洗能力下降,螺栓表面淬火油清洗不彻底导致回火炉油烟大,危害人体健康。变质的清洗液具有强腐蚀性,残留在螺栓表面的清洗液致使螺栓产生黑斑,表面清理时有时喷砂或喷丸也仍难以去除,影响外观质量和表面处理。淬火后在彻底换过水的清洗槽清洗后没有出现过黑斑。一个月后黑斑再次出现。彻底清理清洗槽后重新换水配置清洗液,生产出来的螺栓黑斑再次消失。总之,螺栓表面黑斑是由于淬火后变质的清洗液腐蚀产生的螺栓表面质量缺陷。这种局部缺陷影响外观质量,危害更大的是影响产品使用寿命,是造成部分螺栓点蚀的重要因素。
相关推举:
谈谈风电机组高强度紧固件的质量管理








 QQ交流群
QQ交流群

