
产品价格 面议
最小起订量:0 吨 可售数量:0 吨



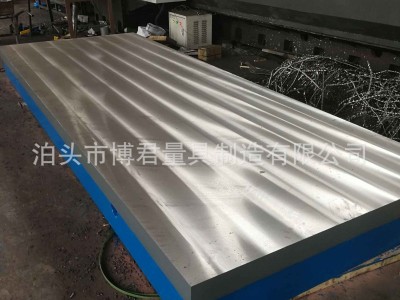
铸铁平台铸件消失模浇铸及热处理
消失模铸造技术作为一种铸件近静形成形方法,近年来了发展。在由于机械化、自动化消失模铸造生产线的陆续建成投产及所产生的显著的经济和社会效益,使消失模铸造技术显现出生命力。
消失模铸造床身铸件工艺:消失模铸造设备的及使用已近20年,消失模铸造工艺已经很。
消失模铸造在浇注时,为了排出气体和模样气化残渣,直浇道要有足够的高度以使金属液有足够的压头以推动金属液流稳定充型,床身铸件表面完整清晰。在实践中有些企业采用原有砂型铸造用的浇口杯,由于尺寸较小,易出现液流不平稳导致工件报废的现象。为有足够的流量使浇注过程不断流,并很快建立起动压头,可改用较大的浇口杯;直浇道做成中空来减少发气反喷,增大开始浇注时的压头。
消失模铸造床身铸件采用负压干砂振动造型,采用此种方法造型时铸型强度远大于湿型砂强度。采用抽负压方法可提高铸型的稳定性,及时抽走模样气化时产生的热解气化产物。但在生产过程中,有些工厂只注意观察浇注前的表负压,但浇注过程中往往忽视负压变化,从而造成铸件缺陷。通过采取根据床身铸件大小和热解产物的多少,在浇注过程中对负压进行调节的方法,可很好地解决此问题。消失模铸造工艺由于其设备投资少、成本低等特点,近几年了发展。
床身铸件浇铸工艺:消失模铸造的浇注过程,就是钢液充型,同时泡塑模具气化消失的过程。浇道始终要充满钢液,若不充满,由于涂料层强度有限,极容易发生型砂塌陷以及进气现象,造成铸件缺陷。一般铸件应该控制铁液底浇,有利于铁液平稳充型,模型不容易形成很大的空腔。由于负压真空的吸力和重力作用,铁液充型速度很快,立浇道横截不宜太大。
注意事项:浇注铁液时要稳、准、快。瞬时充满浇口杯,并且不断流,钢液在约一分钟左右。如果同箱铸件的铁液断流,会吸进空气,有可能造成塌砂现象或者铸件增多气孔的问题,导致铸件报废。
铸铁平台的热处理:在生产中,为了在使用中的尺寸,形状的变化,经常在完成之前回火铸铁平台,该平台是重新加热到100-150摄氏度保持一个,此时效处理,以稳定的质量的平台。然后逐渐形成的工件,以内应力,稳定组织和尺寸,提高材料力学性能的时效处理的目的。
铸铁平板需要在进行热处理,因为它是一个大型铸锻件热处理以提高按其使用价值。为了防止起重铸铁平板,铸铁平板的变形,使用和吊装时用四个起重孔搬运铸铁平台。
本网页所展示的有关【铸铁平板焊接平台划线检验工作台测量检测装配平台铸铁焊接平台】的信息/图片/参数等由的会员【泊头市博君量具制造有限公司 】提供,由六叉零B2B会员【泊头市博君量具制造有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【铸铁平板焊接平台划线检验工作台测量检测装配平台铸铁焊接平台】有关的信息/图片/价格等及提供 【铸铁平板焊接平台划线检验工作台测量检测装配平台铸铁焊接平台】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电,我们将竭诚为您服务,感谢您对六叉零B2B的关注与支持!


 铸铁平板焊接平台划线检验工作台测
铸铁平板焊接平台划线检验工作台测
 铸铁平板焊接平台划线检验工作台测
铸铁平板焊接平台划线检验工作台测
 铸铁平板焊接平台划线检验工作台测
铸铁平板焊接平台划线检验工作台测
 第1年
第1年


 QQ交流群
QQ交流群

