

西门子伺服驱动器代理商

主营产品:西门子S7-200PLC,西门子S7-300PLC,西门子S7-400PLC,西门子CP5611网卡,西门子DP接头,西门子总线电缆,
西门子人机界面,西门子变频器,西门子数控系统,西门子软启动器,西门子工控机
现货供应,咨询系列产品,折扣低,货期准时,并且备有大量库存. 长期有效 ,
本公司产品质量西门子原厂质量标准,产品质保一年,西门子原厂包装标准,西门子原装 ,
上海晋营自动化科技有限公司
:邵泽春
6se70 伺服控制器(MC)集成了定位功能,要实现定位控制可以有三种方法:直接设定位置控制器,基本定位功能(自由功能块),F01定位功能。
1 基本定位功能概述
基本定位功能是MC伺服控制器在自由功能块中固化的功能,可以免费使用,实现运动控制系统中的一些简单定位功能,如:homing ,position ,setup 功能。可以选择旋转轴和线性轴,设定定位限位开关等功能,能满足大部分定位应用的要求。
功能图在说明书的789a,789b,789c 部分,如图1所示。
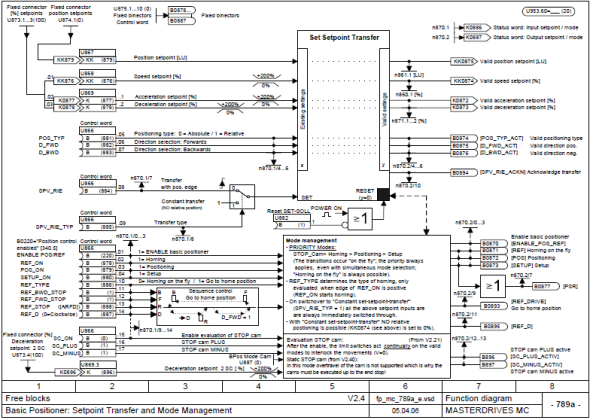
图1
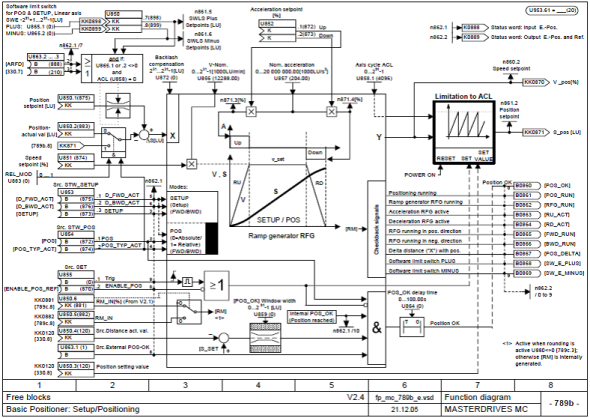
图2
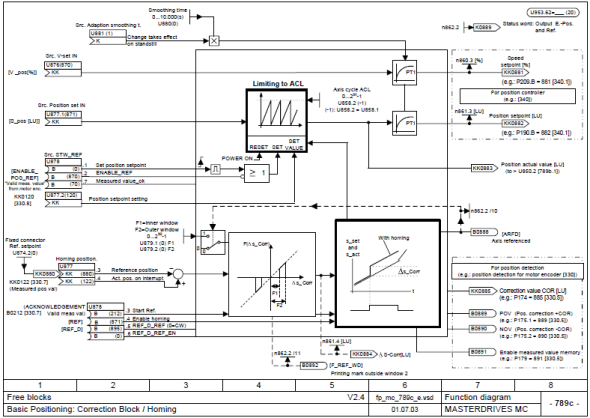
图3
2 启用基本定位功能
首先设置MC 装置的参数,使装置能在速度闭环模式驱动运行(参见调试手册P060=3或P060=5的调试步骤 ),然后设定参数激活基本定位功能,流程如下:
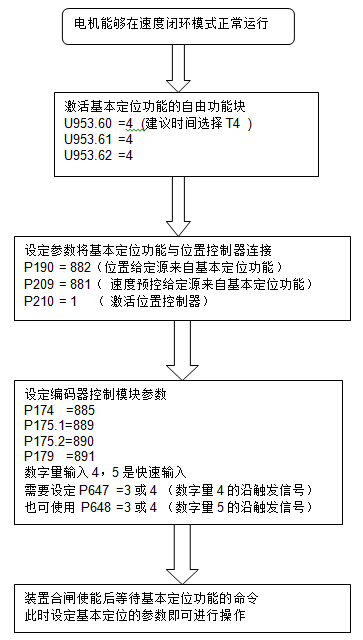
西门子伺服驱动器代理商
图4
3 基本定位功能的参数设定
U856 ---速度的标称值,即100%转速对应的 LU, 通常设定为额定转速,单位1000LU/min
例如 电机额定转速3000rpm , 编码器脉冲4096/rev,则U856=4096*3000/1000=12288
U857---加速度标称值
U858---旋转轴线性轴选择
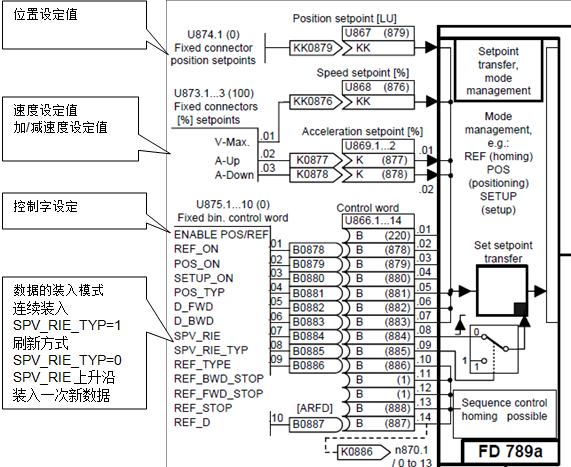
图5
装置合闸使能后,进入o011 状态,等待速度,此时对控制字进行设定可以实现工作模式。首先ENABLE POS/REF,基本定位功能使能激活(B0220连接量使能),然后可以进行各种工作模式的操作。
3.1 Homing mode (回零模式)
Homing mode (回零点) 包含两种方式Homing on the fly模式和Homing movement模式。
3.1.1 Homing on the fly模式
• Homing 模式使能REF_ON =1 ;
• 模式选择REF_TYPE=0 ;
• 通过数字量输入4或5来触发动作,也可与SETUP或 POSITION模式一同使用。
3.1.2 Homing movement 模式
• 模式选择REF_TYPE=1 ;
• 选择开关动作有效时的运行方向,REF_D=0 正向运行过程中,开关动作有效
REF_D=1 反向向运行过程中,开关动作有效
• 设定启动时的运行方向,正向D_FWD=1或反向B_FWD=1
• 为正向限位D_FWD_STOP 和反向限位B_FWD_STOP分配两个数字量开关,高电平表示到达限位
• Homing 模式使能REF_ON 上升沿激活动作,开始运行 ;
工作时序如下(图6):
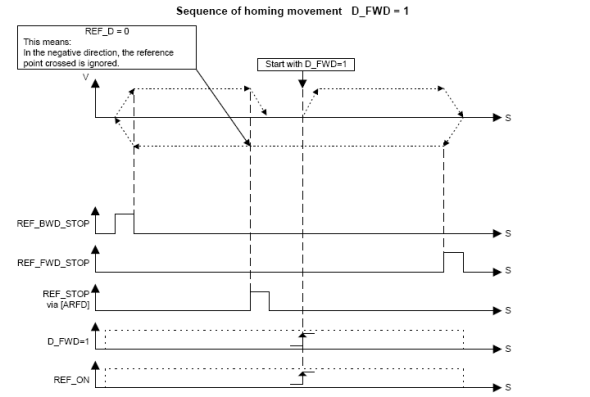
图6
3.2 Set up mode (速度模式)
• 使能SETUP_ON=1
• 设定运行方向D_FWD或B_FWD上升沿触发运行动作
• 运行速度设定U868
• 也可以在设定好方向后SETUP_ON上升沿触发动作
工作时序如下(图7)
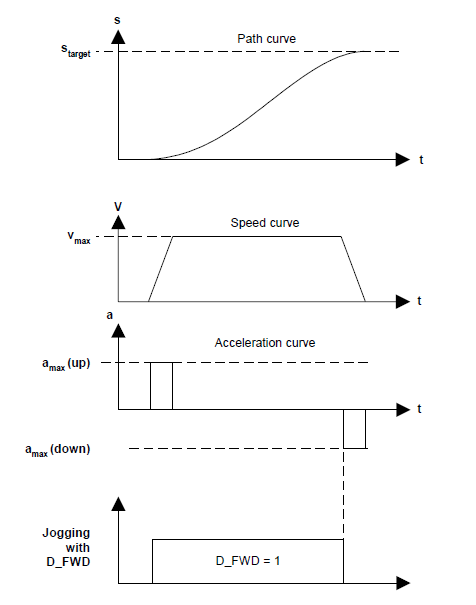
图7
3.3 Position mode (定位模式)
Position 模式包含两种定位方式,对定位方式和相对定位方式。
3.3.1 Absolute position (对定位方式)
• 使能POS_ON=1
• 使能POS_TYP=0
• D_FWD=1正向运行到设定位置
B_FWD=1 反向运行到设定位置
D_FWD=0,B_FWD=0zui短路径运行到设定位置
• 位置设定U867,速度U868
3.3.2 Relative position (相对定位方式)
1.1 电子齿轮比的作用
电子齿轮比就是对伺服接收到的上位机脉冲频率进行放大或者缩小。其中一个参数为分子,为电机编码器的分辨率;一个为分母,为电机旋转一圈所需要的脉冲数。如果分子大于分母就是放大,如果分子小于分母就是缩小。
在 实际应用中,连接不同的机械结构,移动zui小单位量所需的电机转动量是不同的,例如:同样一个伺服电机,如果连接了一个螺距为10mm的丝杠,那么电机转一 圈机械移动10mm,每移动0.001mm就需要电机转1/10000圈;而如果连接螺距为5mm的丝杠,每移动0.001mm需要电机转1/5000 圈。而电机编码器的分辨率是相同的,因此可以通过设置电子齿轮比来使电机脉冲数和机械zui小移动量相匹配,这就是电子齿轮比的作用。 1.2 相关概念介绍
(1)编码器分辨率:伺服电机轴旋转编码器反馈脉冲数。
V90的伺服电机有增量编码器和对值编码器,其分辨率如下图:
图01. V90伺服电机编码器的分辨率
(2)每转脉冲数:丝杠转动一圈所需脉冲数。
(3)zui小长度单位(LU):上位机发出一个脉冲时,丝杠移动的直线距离或旋转轴转动的度数,也是控制系统所能控制的zui小距离。这个值越小,经各种补偿后越容易得到更高的加工精度和表面质量。当进给速度满足要求的情况下,可以设定较小的长度单位。也称作“脉冲当量”。
(4)螺距:螺纹上相邻两牙对应点之间的轴向距离。
2.1 V90电子齿轮比的设置
V90电子齿轮比的设置方法如图2所示:
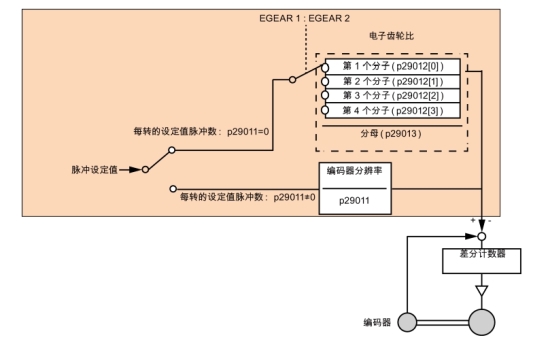 图02. V90的电子齿轮比设置
图02. V90的电子齿轮比设置
从图中可以看出V90的电子齿轮比的设置有两种方法,这两种方法的本质都是算出编码器分辨率与期望每转脉冲数的比值。
(1)电子齿轮比=编码器分辨率 / P29011。P29011即为期望每转脉冲数;
(2)当P29011设定为0时,电子齿轮比=P29012 / P29013。
这几个参数的说明如图3所示: 
图03. 相关参数说明
四个电子齿轮比分子可通过数字量输入信号的组合EGEAR1和EGEAR2来选择,如图4所示:

图4. 电子齿轮比分子的选择
还有两点需要注意的是:
(1)电子齿轮比的取值范围是0.02到200;
(2)仅可在伺服关闭状态下设置电子齿轮比。
2.2电子齿轮比的计算及举例
比如有一套机械系统,如图5所示: 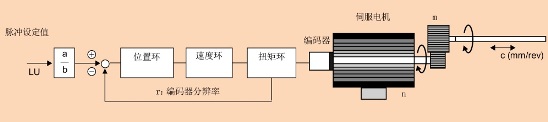
图05. 机械系统
其中:a/b为电子齿轮比;
LU为zui小长度单位;
r为编码器分辨率;
i= n/m为机械减速比(n电机侧转速,m负载侧转速);
c为丝杠螺距。
那么期望每转脉冲数d的计算:

电子齿轮比计算:

计算电子齿轮比的实例:

图06. 电子齿轮比计算实例
再比如:
PLC的zui大脉冲频率为200KHz,电机的额定转速为3000rpm,伺服电机编码器分辨率是524288;丝杠螺距是10mm(没有减速箱)。
问:如果电子齿轮比是1,伺服电机的zui大转速?
答:PLC 控制伺服电机能达到的zui大转速=200×1000×60/524288=22.89rpm
问:PLC发出zui大脉冲频率,如何通过设置V90的电子齿轮比才能让电机以额定转速运行?
答:电机额定转速3000rpm=50r/s,50r/s时的脉冲频率:50×524288=26214400,
因此电子齿轮比=26214400/(200×1000)=524288/4000(设置P29011=4000)。 附:

图07. 西门子PLC的zui大脉冲频率
人机界面产品的定义
连接可编程序控制器(PLC)、变频器、直流调速器、仪表等工业控制设备,利用显示屏显示,通过输入单元(如触摸屏、键盘、鼠标等)写入工作参数或输入操作命令,实现人与机器信息交互的数字设备,由硬件和软件两部分组成。HMI为英文Human-Machine Interface的缩写。
2. 人机界面(HMI)产品的组成及工作原理
人机界面产品由硬件和软件两部分组成,硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存贮单元等,其中处理器的性能决定了HMI产品的性能高低,是HMI的核心单元。根据HMI的产品等级不同,处理器可分别选用8位、16位、32位的处理器。HMI软件一般分为两部分,即运行于HMI硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件(如JB-HMI画面组态软件)。使用者都必须先使用HMI的画面组态软件制作“工程文件”,再通过PC机和HMI 产品的串行通讯口,把编制好的“工程文件”下载到HMI的处理器中运行。
3. 人机界面产品的基本功能及选型指标
基本功能:
设备工作状态显示,如指示灯、按钮、文字、图形、曲线等;
数据、文字输入操作,打印输出;
生产配方存储,设备生产数据记录;
简单的逻辑和数值运算;
可连接多种工业控制设备组网。
选型指标:
显示屏尺寸及色彩,分辨率;
HMI的处理器速度性能;
输入方式:触摸屏或薄膜键盘;
画面存贮容量,注意厂商标注的容量单位是字节(byte)、还是位(bit);
通讯口种类及数量,是否支持打印功能。
4. 人机界面产品分类
薄膜键输入的HMI,显示尺寸小于5.7?,画面组态软件免费,属初级产品。如POP-HMI 小型人机界面;
触摸屏输入的HMI,显示屏尺寸为5.7?~12.1?,画面组态软件免费,属中级产品;
基于平板PC计算机的、多种通讯口的、高性能HMI,显示尺寸大于10.4?,画面组态软件收费,属 ** 产品。
5. 人机界面的使用方法
明确监控任务要求,选择适合的HMI产品;
在PC机上用画面组态软件编辑“工程文件”;
测试并保存已编辑好的“工程文件” ;
PC机连接HMI硬件,下载“工程文件”到HMI中;
连接HMI和工业控制器(如PLC、仪表等),实现人机交互。
西门子EM232模拟量输出模块 型号6ES7232-0HB22-0xA8
SIMATIC S7-200 系列由以下模板组成:
- 5 种基本设备分为各种性能级别和不同型号。
- 15 个不同的数字量和模拟量扩展模块。
- 2 个用于连接到 PROFIBUS 和 AS-Interface 的通讯处理器。
机械特点
- 坚固、紧凑的塑料外壳。
- 便于接触的接口和控制部件由前挡片进行保护。
- CPU 224 或以上: 可拆卸连接端子,适用于数字量扩展模板。
设备特点
- 国际标准:
SIMATIC S7-200 符合 VDE、UL,、CSA 和 FM 等标准(Class I、Cat 2;危险区组别 A、B、C 和 D,T4A)。 生产中采用的质量管理体系通过了 ISO 9001 认证。
通讯
SIMATIC S7-200 提供了各种通讯功能:
- 通讯接口:
可在 PPI 从站、MPI 从站和可自由编程接口模式下运行。 - 与 AS- Interface 连接:
通过 CP 242-2 通讯处理器而作为主站运行。 - 作为从站连接到 PROFIBUS DP:
通过 PROFIBUS-EM 277。
PPI 网络
PPI 是集成在每一个 S7-200 CPU 中的通讯系统。 用于编程、运行或监视的连接可通过一条共用两线电缆来建立。 CPU 可同时与几个 CPU、文本显示屏或操作员面板通讯。 数据传输速率为 9.6、19.2 和 187.5 KBit/s。
以下可以连接:
- 编程器: Field PG , Power PG
- PC(AT 兼容),通过 PC/PPI 电缆。
- TD 200 文本显示屏、TP070 触摸式面板、SIMATIC 操作员面板。
- SIMATIC S7-200:
在一条公用数据线上可将zui多 31 台 S7-200 PLC 与编程器、PC、TD 200 或操作员面板相连。 S7-200 PLC(每种情况下都作为主站)与 NETR 及 NETW 之间的直接数据交换
PPI 模式下的通讯
MPI 网络
通过集成接口,所有 CPU 都可连接到 MPI 网络(传输速率 19.2/187.5 kbit/s),并与 SIMATIC S7-300/S7-400 进行通讯。S7-200 CPU 则作为网络中的从设备,相互之间不能进行通讯。
MPI 模式下的通讯
点到点接口,可自由编程接口模式
用于通过 RS 232 接口和 PC/PPI 电缆来连接第三方设备。 数据传输是在 CPU 的自由端口模式下进行的,CPU 226 的两个端口都可在自由端口模式下运行。 使用的通讯协议为面向位的特定用户通讯协议(如 ASCII 协议或 Modbus),zui大数据传输速率为 115.2 KBit/s(可调)。
点到点连接可连接到:
- 任何带串口的数据终端,如打印机、条形码阅读器、调制解调器等。
- S7-200 Micro PLC;例如,用于两个 CPU 之间的简便数据交换。








 QQ交流群
QQ交流群

